Acrylic Cutting with Your Laser Engraver and Laser Cutter| Tips and Tricks

Acrylic cutting is common in laser processing, since acrylic is a popular material for this application. However, it is sometimes a problem to get a beautiful result in cutting, especially for thick acrylic. We are glad that our Swiss partner gwerder.digital shared their article about this application, hoping it brings you a useful solution.
How to cut thick acrylic and get a crystal clear edge?
When cutting thick acrylic, there are a few points you should keep in mind.
1. Using a long-focus lens (4 inches)
If the laser machine's standard lens is 2 inches, the maximum recommended thickness of acrylic is 10mm. If you want to cut thicknesses like 15 mm or 20 mm or even thicker acrylic, you should choose a 4 inches lens for the purpose.
2. Minimalizing airflow from the lens carriage
Many people like to use a powerful airflow from the lens carriage and blow strong air on the top of the acrylic. Most think this cools the acrylic off and extinguishes the flame on the surface. However, this is only suitable for laser engraving or cutting thin materials. When cutting thick acrylic, if the flame goes out on the acrylic, the laser may not be powerful enough to cut through the acrylic entirely, or the speed is too fast.
If you are cutting thick acrylic you will need to cut with greater power at a lower speed. When strong air from the lens carriage blows on the top of the acrylic, a fuzzy or milky color usually forms at the top edge of the acrylic. The minimal airflow from the lens carriage is mainly to protect the lens from contamination.
The trick is to bring as little air as necessary from the compressor. This is adjusted with the air regulating screw on the laser machine.
3. Focusing on the center of the acrylic
Operate the autofocus process as usual on the top of the acrylic. Then you need to manually adjust and move the worktable up by 1/3 or even half of the material thickness.
The work table moves up 3-15 mm, which is equivalent to 1/3 of the material thickness, and then 15-30 mm, which is equivalent to half of the material thickness.
4. Creating a strong exhaust flow at the bottom of thick acrylic
A good exhaust system is the first requirement for a good working environment. This airflow serves to prevent flames on the underside of the acrylic by pulling out combustible gases. The best way to do this is to use a Smartbox, available as an optional item for GCC LaserPro laser engraver, while S400 is already built into a grid table.
Place a thin foil or sheet on the grid table to cover the whole working area. The acrylic should be about 2-10 cm above the grid table. See instructions and pictures below.
5.Using high resolution parameters
Resolution is a crucial factor when cutting thick acrylics with curves or large circles, and the parameter of DPI must be set at 1000 or above. In addition, PPI (Pulse per Inch) must be set all to "X".
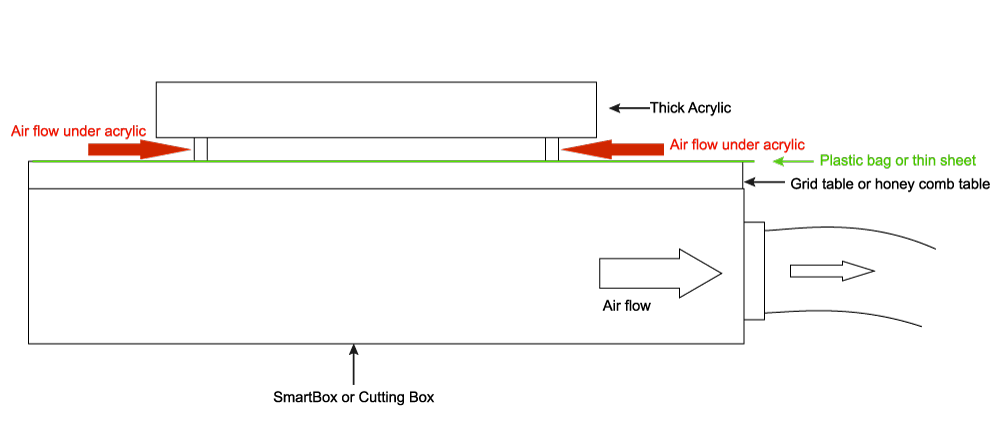
When the machine starts cutting, the laser burns a hole in the acrylic and through the sheet, and all the air/exhaust fumes are pulled out from this hole as a powerful airflow is created.

This article is the courtesy of gwerder.digital; view the entire article at https://reurl.cc/nEgO4d.