操作技巧和秘訣: 用你的雷射雕刻機/切割機切割壓克力 | GCC星雲電腦提供電腦割字機、雷射雕刻機、雷射切割機、雷射打標機等專業設備

壓克力切割在雷射加工中很常見,因為壓克力是這種應用的常用材料。然而,要想獲得漂亮的切割效果有時是個問題,特別是對於厚的壓克力來說。我們很高興我們的瑞士合作夥伴gwerder.digital分享了他們關於這一應用的文章,希望能給你帶來有用的解決方案。
如何切割厚壓克力並獲得晶瑩剔透的邊緣?在切割厚壓克力時,有幾點需要注意的
1. 使用聚焦鏡片 (4英寸)
如果雷射機的標準鏡頭是 2英寸,那麼推薦的最大壓克力厚度是 10毫米。如果你想切割厚度為 15毫米或 20毫米甚至更厚的壓克力,你應該選擇 4英寸的鏡頭來實現。
2. 儘量減少筆車的吹氣
很多人喜歡從筆車上使用強大的吹氣,對著壓克力的頂部吹強風。大多數人認為這樣可以將壓克力冷卻下來,並使表面的火焰熄滅。然而,這只適用於雷射雕刻或切割薄的材料。在切割厚的壓克力時,如果火焰在壓克力上熄滅,可能是雷射器的功率不夠,不能完全切割壓克力,或者速度太快。
如果你要切割厚的壓克力,你需要以較低的速度用較大的功率切割。當來自筆車的強風吹到壓克力的頂部時,壓克力的頂部邊緣通常會形成模糊或乳白色。筆車上的最小吹氣主要是為了保護鏡片不受污染。
訣竅在於從壓縮機中引入盡可能少的空氣。這可以用雷射機上的空氣調節螺絲來調整。
3. 對準壓克力的中心點
像往常一樣在壓克力的頂部操作自動對焦過程。然後你需要手動調整,將工作臺向上移動1/3甚至一半的材料厚度。
工作臺向上移動3-15毫米,相當於材料厚度的1/3,然後15-30毫米,相當於材料厚度的一半。
4. 在厚重的壓克力底部形成強大的排氣流
一個好的排氣系統是良好工作環境的首要條件。這種氣流的作用是通過拉出可燃氣體來防止壓克力底部的火焰。最好的方法是使用Smartbox,它可以作為 GCC LaserPro雷射雕刻機的選配件,而 S400已經內置於一個鋁格柵中。
在鋁格柵上放一張薄薄的鋁箔或板材,以覆蓋整個工作區域。壓克力應該高出網格台 2-10釐米左右。見下面的說明和圖片。
5. 使用高解析度的參數
在切割帶有曲線或大圓圈的厚壓克力時,解析度是一個關鍵因素,DPI 的參數必須設置為 1000或以上。此外,PPI(每英寸脈衝)必須全部設置為 "X"。
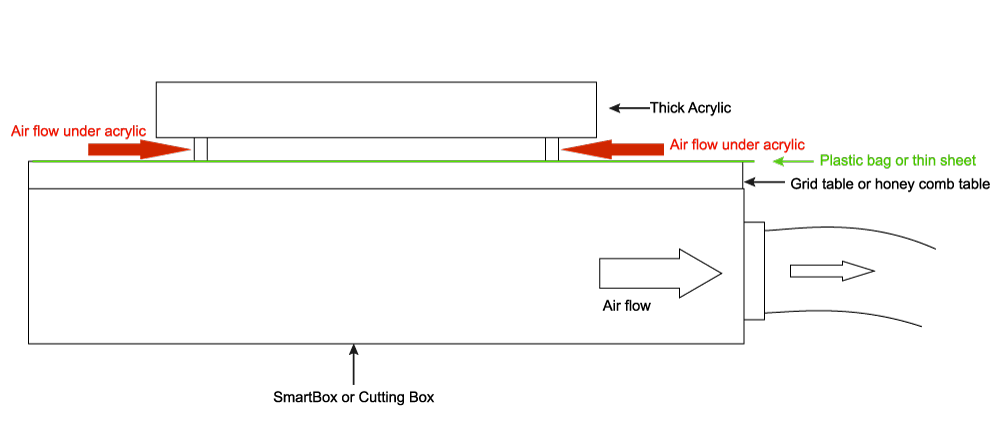
當機器開始切割時,雷射器在壓克力材料上燒出一個洞,並穿過板材,由於產生了強大的氣流,所有的空氣/廢氣都從這個洞里拉出來。

本文由 gwerder.digital https://reurl.cc/nEgO4d提供,查看全文請查看https://reurl.cc/nEgO4d。