Tips and Tricks: Acrylic Cutting with Your Laser Engraver and Laser Cutter

Резка акрила является распространенной процедурой при лазерной обработке, поскольку акрил – популярный материал для таких приложений. Однако иногда возникают трудности с получением качественного результата при резке, особенно если акрил толстый. Мы рады, что наш швейцарский партнер gwerder.digital поделился своей статьей по этой теме, надеемся, что она предоставит вам полезное решение.
Как резать толстый акрил и получить кристально чистый край?
При резке толстого акрила нужно учитывать несколько моментов.
1. Использование объектива с длинным фокусом (4 дюйма)
Если стандартный объектив лазерного аппарата имеет диаметр 2 дюйма, максимальная рекомендуемая толщина акрила составляет 10 мм. Если вы хотите резать акрил толщиной 15 мм, 20 мм или даже больше, вам следует выбрать объектив диаметром 4 дюйма для этой цели.
2. Минимизация воздушного потока от каретки объектива
Многие предпочитают использовать мощный воздушный поток от каретки объектива и дуть сильным воздухом на верхнюю часть акрила. Большинство считает, что это охлаждает акрил и гасит пламя на поверхности. Однако это подходит только для лазерной гравировки или резки тонких материалов. При резке толстого акрила, если пламя на акриле гаснет, лазер может быть недостаточно мощным, чтобы полностью прорезать акрил, или скорость слишком велика.
При резке толстого акрила потребуется использовать больше мощности при меньшей скорости. Когда сильный воздух от каретки объектива дует на верхнюю часть акрила, обычно на верхнем крае акрила образуется размытый или молочный цвет. Минимальный воздушный поток от каретки объектива в основном предназначен для защиты объектива от загрязнения.
Трюк заключается в том, чтобы подавать как можно меньше воздуха от компрессора. Это регулируется винтом для регулировки воздуха на лазерном аппарате.
3. Фокусировка на центр акрила
Операция автофокуса производится как обычно на верхней части акрила. Затем вам нужно вручную отрегулировать и поднять рабочий стол на 1/3 или даже половину толщины материала.
Рабочий стол поднимается на 3-15 мм, что эквивалентно 1/3 толщины материала, и затем на 15-30 мм, что эквивалентно половине толщины материала.
4. Создание сильного вытяжного потока внизу толстого акрила
Хорошая система вытяжки – это первое требование для создания комфортной рабочей среды. Этот воздушный поток предназначен для предотвращения появления пламени на нижней стороне акрила, удаляя горючие газы. Лучший способ это сделать – использовать Smartbox, доступный в качестве дополнительного аксессуара для лазерного гравера GCC LaserPro лазерного гравера, в то время как S400 уже встроен в решетчатый стол.
Поместите тонкую фольгу или лист на решетчатый стол, чтобы покрыть всю рабочую область. Акрил должен находиться примерно на 2-10 см выше решетчатого стола. См. инструкции и изображения ниже.
5. Использование параметров высокой разрешающей способности
Разрешение – ключевой фактор при резке толстого акрила с кривыми или большими кругами, и параметр DPI должен быть установлен на 1000 и выше. Кроме того, PPI (импульсы на дюйм) должен быть установлен на "X".
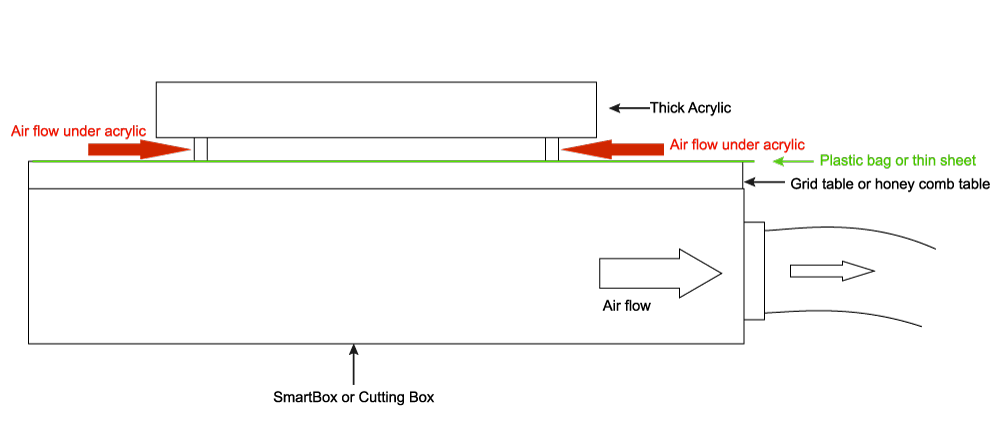
Когда машина начинает резать, лазер сжигает отверстие в акриле и через лист, и весь воздух/дымы вытягиваются из этого отверстия, создавая мощный воздушный поток.

Эта статья любезно предоставлена gwerder.digital; полный текст статьи можно прочитать по адресу https://reurl.cc/nEgO4d.