操作技巧和秘诀: 用你的激光雕刻机/切割机切割亚克力 | GCC星云电脑提供电脑刻字机、激光雕刻机、激光切割机、激光打标机等专业设备

亚克力切割在激光加工中很常见,因为亚克力是这种应用的常用材料。然而,要想获得漂亮的切割效果有时是个问题,特别是对于厚的亚克力来说。我们很高兴我们的瑞士合作伙伴 gwerder.digital 分享了他们关于这一应用的文章,希望能给你带来有用的解决方案。
如何切割厚亚克力并获得晶莹剔透的边缘? 在切割厚亚克力时,有几点需要注意的。
1. 使用聚焦镜 (4英寸)
如果激光机的标准镜片是2英寸,那么推荐的最大亚克力厚度是10毫米。如果你想切割厚度为15毫米或20毫米甚至更厚的亚克力,你应该选择4英寸的镜片来实现。
2. 尽量减少笔车的吹气
很多人喜欢从笔车上使用强大的吹气,对着亚克力的顶部吹强风。大多数人认为这样可以将亚克力冷却下来,并使表面的火焰熄灭。然而,这只适用于激光雕刻或切割薄的材料。在切割厚的亚克力时,如果火焰在亚克力上熄灭,可能是激光器的功率不够,不能完全切割亚克力,或者速度太快。
如果你要切割厚的亚克力,你需要以较低的速度用较大的功率切割。当来自笔车的强风吹到亚克力的顶部时,亚克力的顶部边缘通常会形成模糊或乳白色。笔车上的最小吹气主要是为了保护镜片不受污染。
诀窍在于从压缩机中引入尽可能少的空气。这可以用激光机上的空气调节螺丝来调整。
3. 对准亚克力的中心点
像往常一样在亚克力的顶部操作自动对焦过程。然后你需要手动调整,将工作台向上移动1/3甚至一半的材料厚度。
工作台向上移动3-15毫米,相当于材料厚度的1/3,然后15-30毫米,相当于材料厚度的一半。
4. 在厚重的亚克力底部形成强大的排气流
一个好的排气系统是良好工作环境的首要条件。这种气流的作用是通过拉出可燃气体来防止亚克力底部的火焰。最好的方法是使用Smartbox,它可以作为GCC LaserPro激光雕刻机的选配件,而S400已经内置于一个网格台中。
在网格台上放一张薄薄的铝箔或板材,以覆盖整个工作区域。亚克力应该高出网格台2-10厘米左右。见下面的说明和图片。
5. 使用高分辨率的参数
在切割带有曲线或大圆圈的厚亚克力时,分辨率是一个关键因素,DPI的参数必须设置为1000或以上。此外,PPI(每英寸脉冲)必须全部设置为 "X"。
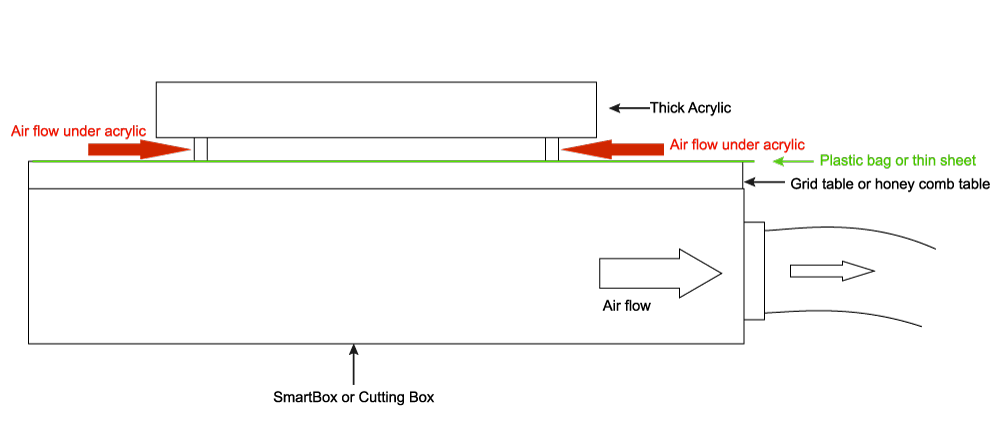
当机器开始切割时,激光器在亚克力材料上烧出一个洞,并穿过板材,由于产生了强大的气流,所有的空气/废气都从这个洞里拉出来。

本文由 gwerder.digital 提供,查看全文请访问 https://reurl.cc/nEgO4d。